
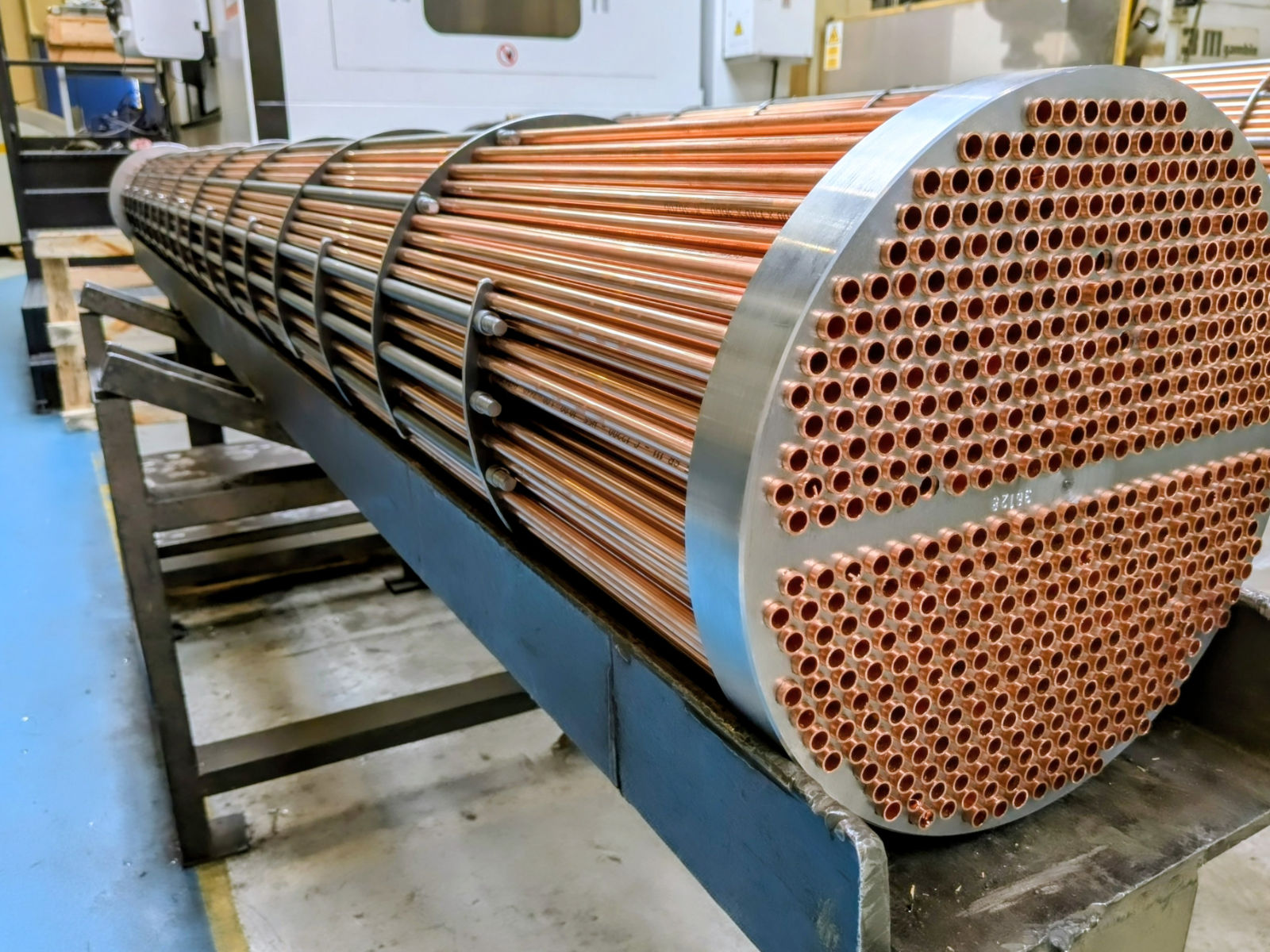
Tubular heat exchangers with rolled cupro-nickel tubes represent a proven technical solution for numerous industrial applications, particularly in marine and corrosive environments. This technology combines the exceptional properties of cupro-nickel with a reliable mechanical assembly method: tube rolling.
Cupro-Nickel: An Alloy of Choice
Composition and Properties
Cupro-nickel, also known as copper-nickel, is an alloy primarily composed of copper (70 to 90%) and nickel (10 to 30%), sometimes with small additions of iron and manganese. The most common alloys are:
- 90/10 (90% Cu, 10% Ni) - CuNi10Fe1Mn
- 70/30 (70% Cu, 30% Ni) - CuNi30Mn1Fe
Advantages for Heat Exchangers
Cupro-nickel exhibits exceptional characteristics:
- Excellent resistance to marine corrosion and seawater
- Bio-fouling resistance (natural anti-fouling properties)
- Good thermal conductivity (30 to 50 W/m·K depending on nickel content)
- Erosion and cavitation resistance
- Ductility allowing tube rolling
- Thermal shock resistance
The Tube Rolling Process
Tube Rolling Principle
Tube rolling is a mechanical assembly technique that involves expanding the end of a tube into a tube sheet bore through plastic deformation. This operation creates a tight and resistant connection without adding material.
Types of Tube Rolling
Simple rolling: Expansion of the tube into the bore with plastic deformation until metal-to-metal contact under pressure is achieved.
Rolling with groove: The tube sheet bore includes one or more grooves into which the tube metal deforms, creating additional mechanical anchoring.
Tube rolling requires a tube roller, most often with an expandable mandrel with conical rollers. It allows controlling the expansion and ensuring repeatability.
Manufacturing Process of a Tubular Heat Exchanger
1. Design and Sizing
Design begins with thermal and mechanical calculations:
- Determination of the number and length of tubes
- Calculation of flow sections
- Sizing of tube sheets
- Selection of tube pitch (triangular or square)
- Thickness calculations according to standards (ASME, EN 13445)
Thermal calculations are performed by Project Engineers within Oeltechnik-France. We are capable of sizing your heat exchangers based on thermal data provided by the customer. We also arrange for pressure vessel calculations in accordance with design standards, such as:
- ASME VIII Div. 1
- U-Designator Certification Mark (formerly U-STAMP)
- EN 13445
- DESP 2014/68/EU
- Others upon request
2. Material Procurement
Launch of procurement for cupro-nickel tubes, tube sheets, shells and heads, as well as all pipes and accessories. All purchasing is managed within Oeltechnik-France, a French company certified ISO-9001.
Parts are purchased with material certificates type 3.1, upon customer request.
3. Tube Sheet Preparation
Tube sheets undergo several operations:
- Turning to final dimensions
- Drilling of tube bores with precision (tolerances: ±0.05 mm)
- Machining of rolling grooves if necessary
- Deburring and thorough cleaning
- Dimensional and surface finish inspection
All machining operations are performed on-site in Oeltechnik-France's workshop, according to our production capabilities. We are equipped with a machining hall and a 3-axis machining center with CAM software directly linked to the Engineering Department.
4. Assembly Operations
- Preliminary assembly of the tube bundle
- Tube rolling operation
- Final assembly of the heat exchanger
5. Inspection and Testing
Quality controls are essential:
Non-destructive testing:
- Dye penetrant or magnetic particle inspection of welds
- Radiography of critical welds
- Final dimensional inspection
Leak testing:
- Hydrostatic test (1.3 to 1.5 times the operating pressure)
- Air-water leak test to detect rolling leaks
- Helium test for critical applications
Cleanliness inspection:
- Internal rinsing
- Endoscopic inspection if necessary
All inspections are performed and monitored by Oeltechnik-France's Quality Management Department. We are ISO-9001 certified and have all necessary qualifications to perform these tests in our facilities.
6. Finishing and Inspection
The final steps include:
- External surface treatment (painting, galvanizing)
- Final cleaning and drying
- Installation of nameplates
- Technical documentation (manufacturing file, material certificates)
Some operations can be performed in the customer's presence during final inspection, according to conditions defined at the time of order.
Industrial Applications
Tubular heat exchangers with rolled cupro-nickel tubes are used in:
- Marine industry: condensers, seawater coolers
- Thermal power plants, lube oil consoles: cooling circuits
- Desalination: MSF and MED heat exchangers
- Petrochemistry: coolers in saline environments
- Offshore: platform cooling systems
The manufacturing of a tubular heat exchanger with rolled cupro-nickel tubes combines metallurgical expertise, mechanical precision, and technical know-how. This proven technology offers a reliable and durable solution for the most demanding industrial applications, particularly in marine and corrosive environments. The choice of cupro-nickel and tube rolling guarantees thermal performance, longevity, and ease of maintenance.